
تصور کنید در حال اجرای یک پروژه آبرسانی عظیم شهری هستید. ناگهان یکی از اتصالات زیر فشار خاک میترکد! فاجعه رخ داده است. علت چیست؟ ۹۰ درصد این حوادث به دلیل اجرای نادرست جوشکاری لب به لب (Butt Fusion) است. جوشکاری پلیمرها یک هنر مهندسی است؛ هنری که اگر اصول آن را ندانید، کل پروژه زیرساختی شما را به نابودی میکشاند.
در این مقاله، ما در شرکت سلسله آب حیات کرمان (تولیدکننده تخصصی لوله و اتصالات پلیاتیلن آبرسانی، گازرسانی و فاضلابی) با تکیه بر استانداردهای روز دنیا، صفر تا صد این فرآیند حیاتی را به شما آموزش میدهیم.
جوشکاری لب به لب (Butt Welding) لوله پلی اتیلن چیست؟
جوشکاری لب به لب (Butt Fusion) روشی برای اتصال دو لوله یا اتصال پلی اتیلنی همقطر و همضخامت است. در این روش، دو سر لوله توسط صفحه داغ (Heater) تا دمای ذوب گرم شده، سپس تحت فشار مشخص به هم فشرده میشوند تا پس از خنک شدن، اتصالی یکپارچه و همجنس ایجاد کنند.
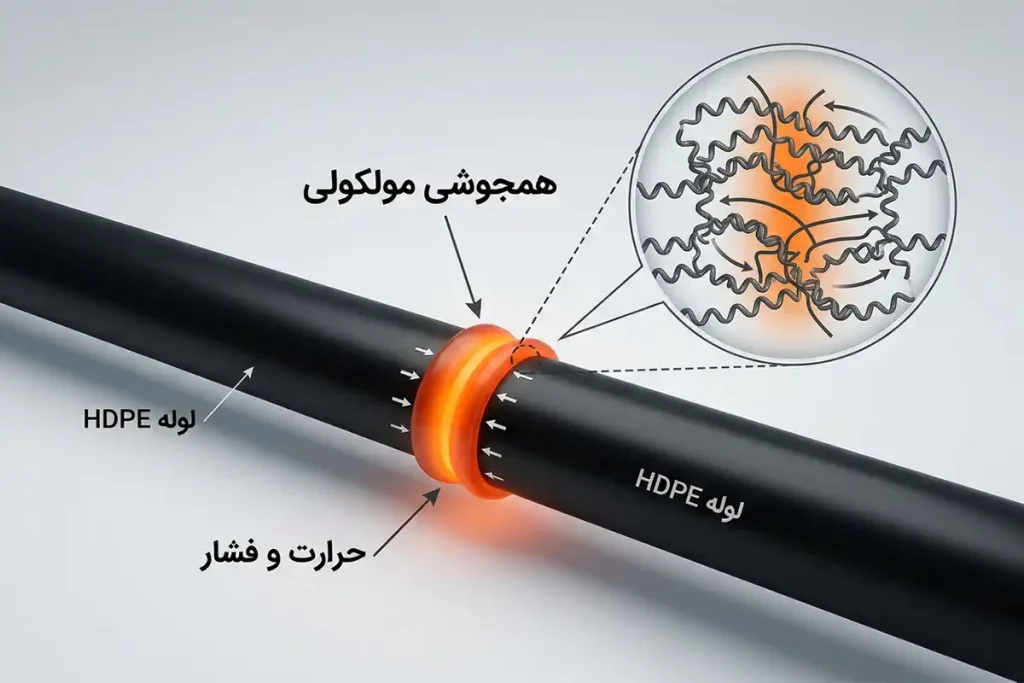
این فرآیند بر پایه پدیدهای به نام همجوشی مولکولی (در هم تنیده شدن زنجیرههای پلیمری در حالت مذاب) استوار است.
وقتی لوله پلی اتیلن تحت حرارت قرار میگیرد، ساختار نیمهکریستالی آن موقتاً آمورف (بیشکل) میشود. در این حالت، اعمال فشار مناسب، مولکولهای دو سر لوله را در هم قفل میکند. پس از خنک شدن، منطقه جوش از خود لوله مستحکمتر خواهد بود.
مراحل گامبهگام جوشکاری لب به لب بر اساس استاندارد DVS 2207
مراحل اصلی جوشکاری لب به لب شامل: تمیزکاری و رنده زدن سر لولهها، تراز کردن، حرارتدهی تحت فشار اولیه، مرحله زماندهی حرارتی (بدون فشار)، برداشتن صفحه داغ (اتصال مجدد)، اعمال فشار جوش و در نهایت مرحله خنککاری تحت فشار استاندارد است.
بیایید این مراحل را به صورت عملی و کارگاهی بررسی کنیم.
۱. آمادهسازی و رندهزنی (Planing)
ابتدا لولهها را در فکهای دستگاه جوش محکم کنید. تراز بودن لولهها حیاتی است. حالا با رنده الکتریکی، دو سر لوله را تراش دهید تا هرگونه اکسیداسیون، ناهمواری و آلودگی پاک شود. تراشهها باید به صورت نوار یکپارچه از لوله جدا شوند.
۲. بررسی همراستایی (Alignment)
پس از رندهزنی، لولهها را به هم نزدیک کنید. میزان ناترازی یا پله شدن لولهها نباید از 10\% ضخامت دیواره لوله بیشتر باشد.
۳. گرمایش (Heating)
صفحه داغ را که دمای آن طبق استاندارد بین 200 تا 220 درجه سانتیگراد (T=210±10∘C) تنظیم شده، بین دو سر لوله قرار دهید. لولهها را با فشار اولیه (P_1) به صفحه داغ بفشارید تا گرده اولیه (Bead) شکل بگیرد.
۴. مرحله خیساندن حرارتی (Heat Soaking)
در این مرحله، فشار را به نزدیک صفر P≈0) کاهش دهید. اجازه دهید حرارت به عمق گوشت لوله نفوذ کند. زمان این مرحله به ضخامت لوله بستگی دارد.
۵. انتقال و جوش (Changeover & Joining)
صفحه داغ را به سرعت خارج کنید. دو سر مذاب لوله را با فشار ملایم و استاندارد (P_2) به هم بچسبانید. سرعت عمل در این مرحله حیاتی است تا مذاب سرد نشود.
۶. خنککاری (Cooling)
لولهها باید تحت فشار مشخص (P_3) کاملاً خنک شوند. هرگز برای خنک کردن سریع جوش از آب یا باد سرد استفاده نکنید! این کار ساختار کریستالی پلیمر را تخریب میکند.
در جدول زیر، پارامترهای کلیدی جوشکاری برای لولههای متداول آورده شده است:
| ضخامت دیواره لوله (mm) | ارتفاع گرده اولیه (mm) | زمان گرمایش گرمکن (s) | حداکثر زمان انتقال (s) | زمان خنککاری (min) |
|---|---|---|---|---|
| تا ۴.۵ | ۰.۵ | ۴۵ | ۵ | ۶ |
| ۴.۵ تا ۷ | ۱.۰ | ۴۵ تا ۷۰ | ۶ | ۶ تا ۱۰ |
| ۷ تا ۱۲ | ۱.۵ | ۷۰ تا ۱۲۰ | ۸ | ۱۰ تا ۱۶ |
انواع اتصالت جوشی لب به لب پلی اتیلن و کاربرد آنها
اتصالت جوشی لب به لب شامل انواع زانو (Elbow)، سهراهی (Tee)، تبدیل (Reducer) و فلنج (Stub End) هستند. این اتصالات با روش تزریق یا ماشینکاری تولید شده و برای تغییر مسیر، انشعابگیری و اتصال لولههای پلی اتیلنی به شیرآلات فلزی در خطوط انتقال آب و گاز به کار میروند.
برای داشتن یک شبکه پایدار، فقط لوله باکیفیت کافی نیست.
اتصالات، نقاط عطف خطوط لوله هستند. شرکت سلسله آب حیات کرمان با تولید تخصصی انواع اتصالات مجهز به تاییدیههای ملی و بینالمللی، تضمین میکند که فرآیند جوشکاری لب به لب با بالاترین ضریب اطمینان انجام شود.
زانو جوشی (۹۰ و ۴۵ درجه): برای تغییر جهت خطوط لوله انتقال فاضلاب یا آب.
سهراهی جوشی (مساوی و نامساوی): جهت انشعابگیری در پروژههای آبیاری و آبرسانی تحت فشار.
تبدیل جوشی (هممرکز و غیرهممرکز): برای کاهش یا افزایش قطر لولهکشی.
فلنج پلی اتیلن: جهت اتصال خطوط پلی اتیلنی به شیرآلات چدنی یا لولههای فلزی.

فاکتورهای حیاتی در کیفیت جوشکاری (دما، فشار و زمان)
سه فاکتور کلیدی در موفقیت جوشکاری لب به لب عبارتند از: دمای دقیق صفحه داغ (210±10∘C)، اعمال فشار هیدرولیکی محاسبهشده منطبق بر سطح مقطع لوله، و رعایت زمانبندیهای استاندارد گرمایش و خنککاری طبق جداول استاندارد DVS 2207.
بیایید فرمول محاسبه فشار جوشکاری را به زبان ساده بررسی کنیم.
فشار هیدرولیک دستگاه برای ایجاد جوش، فقط یک عدد ثابت روی مانومتر نیست. شما باید فشار درگ (Drag Pressure – فشاری که برای غلبه بر اصطکاک دستگاه و حرکت لوله نیاز است) را اندازهگیری کنید.
فشار نهایی از فرمول زیر به دست میآید:

اگر اپراتور فشار درگ را نادیده بگیرد، فشار واقعی اعمال شده به دو سر لوله بسیار کمتر از حد استاندارد خواهد بود. نتیجه؟ جوش سرد و ناپایدار که با اولین ضربه قوچ (Water Hammer) متلاشی میشود.
کنترل کیفیت و تست جوش پلی اتیلن
روشهای ارزیابی کیفیت جوش لب به لب شامل بازرسی چشمی (بررسی یکنواختی و ابعاد گرده جوش)، تست خمش مخرب (Bend Test) جهت اطمینان از عدم شکنندگی اتصال، و تستهای غیرمخرب مانند تست التروسوند (Ultrasonic) برای شناسایی حباب و ناخالصیهای داخلی است.
چگونه متوجه شویم جوشکار کارش را درست انجام داده است؟
شکل ظاهری گرده جوش (Bead) مانند شناسنامه آن است. یک جوش لب به لب استاندارد باید دارای دو گرده متقارن، مدور و هماندازه باشد. اگر یکی از گردهها پهنتر از دیگری باشد، نشاندهنده تفاوت دمایی یا ناهماهنگی در ضخامت دو لوله است.
آیا برای پروژههای بزرگ آبرسانی، گازرسانی یا فاضلابی خود نیاز به لولهها و اتصالات استاندارد با بالاترین کیفیت جوشپذیری دارید؟
شرکت سلسله آب حیات کرمان با سالها تجربه در تولید محصولات پلیمری مطابق با استانداردهای ملی و بینالمللی، آماده ارائه مشاوره فنی و تامین ملزومات پروژههای شماست.
همین حالا با کارشناسان فنی ما تماس بگیرید و کاتالوگ محصولات را دریافت کنید.

نتیجهگیری در جوشکاری لب به لب لوله پلی اتیلن
جوشکاری لب به لب لولههای پلی اتیلن، ستون فقرات زیرساختهای نوین انتقال سیالات است. اجرای موفق این فرآیند به سه عامل بستگی دارد: تجهیزات استاندارد، اپراتور ماهر و استفاده از لوله و اتصالات باکیفیت و ساخته شده از مواد اولیه مرغوب (مانند گرید PE100 با نرخ جریان مذاب MFI یکنواخت). انتخاب تولیدکننده معتبری همچون سلسله آب حیات کرمان، نیمی از مسیر کیفیت را برای شما تضمین میکند.
اما بیایید به آینده نگاه کنیم؛ با ورود نسل جدید پلی اتیلنهای مقاوم به دمای بالا (PE-RT) و انتقال هیدروژن از طریق لولههای گاز پلیاتیلنی، آیا تکنولوژیهای فعلی جوشکاری لب به لب قادر خواهند بود پایداری اتصالات را در برابر نفوذ ریزترین مولکول جهان (هیدروژن) حفظ کنند؟ یا باید منتظر استانداردهای سختگیرانهتری در شیوه جوش پلاستیکها باشیم؟
نظرات و تجربیات خود را درباره چالشهای جوشکاری در کارگاهها با ما در میان بگذارید.














